|
Краткий справочник G/M-кодов
G коды G1 X3.5 Y5.0 Z1.0 A2.0 (Линейное перемещение) G2 X0.0 Y0.5 I0 J0.25 (Круговая интерполяция по часовой стрелке) G3 X0.0 Y0.5 I0 J0.25 (Круговая интерполяция против часовой стрелки) G4 P0.25 (Задержка выполнения программы)
G10L2Pn G10L2P1X0Y0Z0 (Смещение начала координат #n)
G20 Режим работы в дюймовой системе G21 Режим работы в метрической системе
G28 Вернуться на референтную точку #1 G30 Вернуться на референтную точку #2
G40 Отмена компенсации радиуса инструмента G41 Компенсировать радиус инструмента слева от траектории G42 Компенсировать радиус инструмента справа от траектории
G43 Hn (Компенсировать длину #n инструмента)
G49 (Отмена компенсации длины инструмента)
G53 Абсолютные координаты G54 Смещение 1 G55 Смещение 2 G56 Смещение 3 G57 Смещение 4 G58 Смещение 5 G59 Смещение 6 G59.1 Смещение 7 G59.2 Смещение 8 G59.3 Смещение 9
G90 Задание абсолютных координат опорных точек траектории G91 Задание координат инкрементально последней введённой опорной точки
G92 G92 X0Y0 Z0 Смещение нулевой точки
M коды: M2 (Окончание программы) M3 Начать вращение шпинделя по часовой стрелке M4 Начать вращение шпинделя против часовой стрелки M5 Остановить вращение шпинделя M6 Сменить инструмент M7 Включить дополнительное охлаждение M8 Включить основное охлаждение M9 Выключить охлаждение M30 Конец программы M98 Pxxx Запуск подпрограммы M99 Конец подпрограммы
Прочие коды: S (установить обороты шпинделя) D (Инструмент) O Название подпрограммы
Комментарии в программе: (простой комментарий)
(MSG,OK toContinue?) выдать запрос на продолжение
Горячие клавиши
ESC - Stop F2 - KeyJog on/off F3 - FeedHold F5 - Run/Halt F9 - Spindle On CW F10 - Spindle On CCW F11 - Spindle Off
KeyJog Mode (shift=fast) (ctrl=step) x y - Arrow Keys z - page up/down A - num - +
|
Окна KMotionCNC Онлайн справка KMotion Просмотр траектории (G Code Viewer Screen) Настройки просмотора (G Code Viewer Setup Screen) Настройка команд (Tool Setup Screen)
|
|
(Нажмите на участок изображения для перехода к нужному разделу справки)
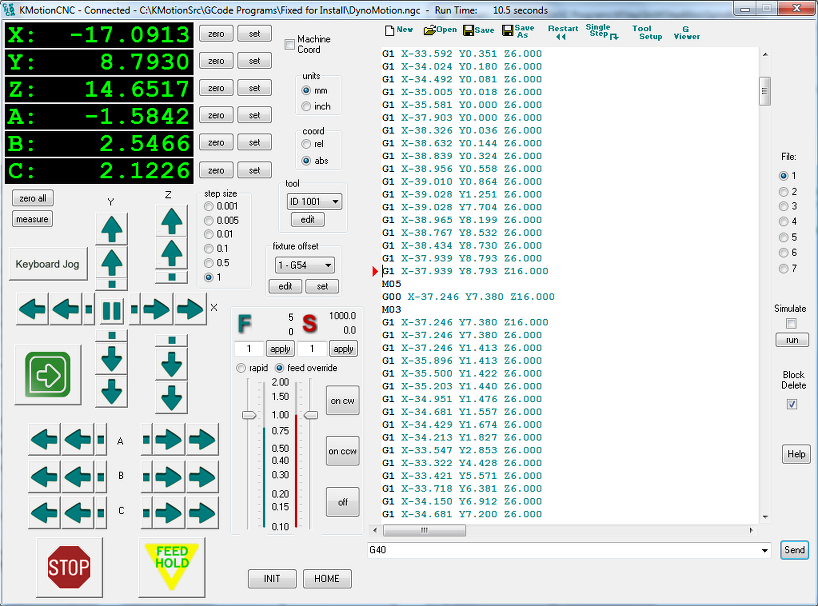
KMotionCNC позволяет редактировать, выполнять и просматривать управляющие программы. GCode - язык для определения линейных/круговых/спиральных интерполированных движений, принятый к стандарту для программирования машин с числовым программным управлением (ЧПУ).
Интерфейс KMotion гибкий и настраиваемый. Выше показан пример для 6 осей. Другой интерфейс может быть выбран в разделе Tool Setup Screen.
Слева показаны самые часто используемые М/G-коды.
В этой части экрана отображается текущее положение каждой оси. Единицы измерения мм или дюймы в зависимости от текущего режима работы интерпретатора. (см. Единицы измерения системы координат). Отображаемое положение соответствовует заданной позиции g-кода (то есть последней заданной позиции G0/G1), которая не обязательно является фактической (машинные координаты) позицией станка, если используются глобальные или коррекционные смещения. Цвет отображает текущее состояние: Зеленый - нормальное состояние. Ось включена, обеспечивается заданное положение, отображается положение с учетом коррекций на высоту инструмента и прочих смещений. Оранжевый - нормальное состояние. Ось включена, обеспечивается заданное положение, отображается значение машинных координат (G53 без G92 и G54). Белый - выбран режим симуляции. Отображаемая позиция - это текущая позиция после исполнения последней строки интерпретируемого G-кода. Желтый - ось отключена. Отображаемая позиция не соответствует действительности. Голубой - нормальное состояние. Ось включена, а отображаемая позиция является текущей измеренной позицией инструмента в координатах GCode. Доступно, если используются энкодер или другое устройство обратной связи и выбран режим «Encoder» в меню «Tool Setup | Trajectory Planner Screen».
Сброс/установка начала координат
Позволяет обнулить или установить позицию начала координат для требуемой оси путем изменения глобальных смещений (G52/G92) или путем коррекции длинны выбранного инструмента. Коррекция длинны инструмента более подробно описана в этом разделе. Машинные координаты при этом не изменяются, поэтому эффект будет заметен только если не установлен флажок "Машинные координаты (Machine Coordinates)". Более подробно можно посмотреть в разделе смещения.
Используемая система координат
Если флажок установлен, отображаемая позиция является текущей позицией в машинных координатах (G53 без G92, G54+). Если флажок снят, отображается позиция с учетом глобального смещения G92 и коррекции инструмента.
Единицы измерения системы координат, режим работы интерпретатора.
Показывает текущие единицы измерения и правила перемещения для работы интерпретатора G-кодов.
G20 дюймовая система измерения (English Inch units) G21 метрическая система измерения (Metric mm units)
G90 абсолютные координаты (Absolute Coordinates) G91 относительные координаты (Relative Coordinates)
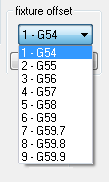
Отображает выбранное и позволяет изменить текущее смещение положения. KMotionCNC поддерживает 9 смещений. Каждому смещению можно задать произвольное значение для осей x, y, z. Используйте команду G10L2Pn для установки смещения, связанного с нужным номером #n. Например: G10 L2 P3 X10.0 Y20.0 Z30.0 Установить параметры смещения #3 (10,20,30) Выполнение команды G56 (или при выборе "3 - G56" в раскрывающемся списке) приведет к тому, что смещение #3 будет использоваться до тех пор, пока не будет выбрано другое смещение. (Смотрите также - G-Коды смещения (G Code Offsets)).

Кнопка «Set» предназначена для автоматического вычисления и изменения текущего смещения, чтобы текущая позиция стала значением нового смещения начала координат. Кнопка «Edit» предназначена для просмотра, изменения или сохранения смещений. (Управление смещениями).
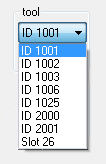
Отображает и позволяет изменять текущий инструмент. KMotionCNC поддерживает до 99 инструментов.
G-код команда на смену инструмента M6 получает номер инструмента из параметра T и станок загружает инструмент автоматически или дожидается ручной смены инструмента.
Выбор инструмента в раскрывающемся списке будет приводить к исполнению команды T# M6, где # - номер выбранного инструмента. Инструменты могут быть обозначены 4-значным идентификатором,
либо 2-значными номерами слотов. В раскрывающемся списке отображаются доступные инструменты, определенные в таблице инструментов. Если идентификатор определен, то будет показан он,
иначе будет отображаться номер слота.
При наведении курсора на список инструментов отобразится подсказка с информацией о текущем инструменте. Помимо смены инструмента с помощью команды T, команды D и H используются для применения свойств инструмента из таблицы инструментов. На номер инструмента можно ссылаться либо с помощью идентификатора инструмента в виде 4-значного (и более) номера, либо с помощью номера инструментального слота в виде 2-значного номера. Параметры инструмента содержат номер слота инструмента, идентификатор инструмента, длину инструмента, диаметр инструмента, смещения XY, текстового комментария и файла изображения VRML. Для каждого инструмента должен быть указан слот или идентификатор, остальные параметры не обязательны. Обратите внимание, что длина инструмента также может рассматриваться как смещение по оси Z (эта терминология часто используется в токарных станках). Выполнение команды D# укажет, какие параметры инструмента будут использоваться для компенсации радиуса (G40,G41,G42). Выполнение команды H# укажет, какие параметры инструмента будут использоваться для длины и компенсации XY (G43,G49). Все параметры таблицы инструментов сохраняются в файле, который можно просмотреть в разделе "ToolSetup Screen". Ниже приведен пример таблицы инструментов. Имеется 6 числовых и 2 буквенно-цифровых строковых параметров. Строки, включая пустые строки, должны быть заключены в кавычки: SLOT ID LENGTH DIAMETER XOFFSET YOFFSET COMMENT IMAGE 1 1001 6.000000 0.125000 0.000000 0.000000 "Long Endmill" "EndMill-z 1in .125.wrl" 2 1002 2.000000 0.500000 0.000000 0.000000 "" "EndMill-z 2in .500.wrl" 0 1003 3.000000 0.500000 0.000000 0.000000 "" "EndMill-z.wrl" 7 1006 6.000000 0.000000 0.000000 0.000000 "" "" 25 1025 0.000000 0.000000 0.000000 0.000000 "" "" 0 2000 0.000000 0.000000 0.000000 0.000000 "Front NPTF Lathe tool" "NPTF Front.wrl" 0 2001 0.000000 0.000000 0.000000 0.000000 "Back VNMG Lathe Tool" "VNMG-1 back.wrl" 26 0 1.000000 0.250000 0.000000 0.000000 "" "" Таблица инструментов также может быть отредактирована в окне с помощью кнопки "edit".
В окне редактирования инструмента отображается до 20 инструментов на страницу из 99 возможных. Обычно идея с нумерацией инструмента заключается в том, что вся информация, касающаяся инструмента, связана с идентификатором инструмента. Кнопка «Sort», сначала упорядочивает таблицу инструментов по идентификатору инструмента, а затем по номеру слота.
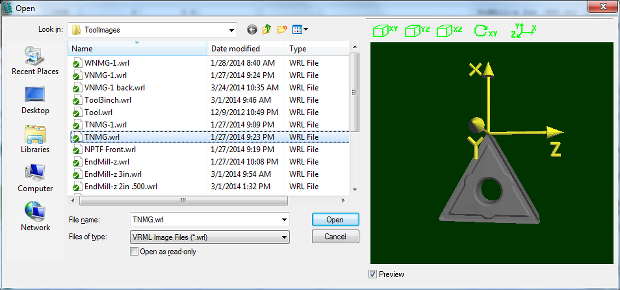
Файл 3D-модели Tool Image file инструмента VRML будет использоваться для отображения инструмента в окне просмотра траектории (GViewer Screen).
Все файлы изображений обычно находятся в папке <Install>\KMotion\Data\ToolImages Folder.
VRML (Virtual Reality Modeling Language) имеет расширение ".wrl".
Путь до файла можно указать нажав кнопку
Работа с файлами (New/Open/Save)
Эта группа кнопок позволяет загружать или сохранять файлы G-кода в окне редактирования. Окно редактирования позволяет быстро переключаться между 7 файлами. После открытия файла в одно из окон редактирования, путь к этому файлу будет сохраняться между сеансами.
Контоль за выполнением (Execute Controls)
Halt (доступно, когда запущено выполнение G-кода) вызовет скоординированное замедление подачи вдоль намеченного пути. Как только движение прекратится, интерпретатор G-кода прервется и остановится в месте прерывания. Настройки команд,инструмента/Просмотр траектории (Show Tool Setup / G Code Viewer)
Экран настройки инструмента (Tool Setup Screen) и команд управления используется для настройки параметров системы (скоростей, ускорения), задаются
действия на М/G-коды и пользовательские кнопки.
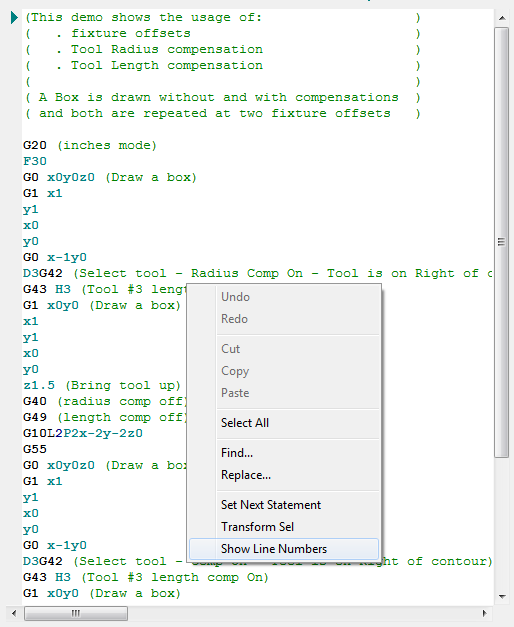
Редактор G-кода (G Code Edit Window)
"Show/Hide Line numbers" - определяет необходимость отображения номеров линий G-кода слева от окна редактирования.
Селектор файлов показывает, какой из 7 загруженных файлов G-кода активен. В заголовке главного окна также отображается загруженное имя выбранного файла. Номер файла выделяется зеленым цветом, если из этого файла в настоящее время выполняется G-код. Одновременно может выполняться только один файл.
Включает режим моделирования, который позволяет просматривать и проверять программу G-кодов. Когда включен режим моделирования, фактическое движение не производится. Выполнение или однократное пошаговое перемещение по программе изменит отображаемое положение и отобразит траекторию станка в окне G Code Viewer Screen. В режиме моделирования цвет дисплея положения осей меняется на белый, чтобы показать, что не отображается фактическое положение. В режиме симуляции кнопки Jog Buttons and Gamepad buttons также изменяют отображаемое положение и позицию инструмента на экране G Code Viewer, не вызывая реального движения. Чтобы выполнить быстрое моделирование нажмите кнопку «Run(Выполнить)». Обратите внимание, что некоторые работы с ручными операциями, измерением и т.д., невозможно смоделировать.
Если флажок установлен, любая строка с единственным символом «/» в начале строки будет пропущена. Когда флажок снят, строка будет выполняться нормально, игнорируя символ '/'. Исходное состояние "Block Delete" может быть сконфигурировано в Tool Setup File.
Аварийная останов (Emergency Stop)
Аварийный останов может использоваться для немедленного прекращения движения.
Все команды движения будут отменены, все оси отключены.
После нажатия кнопки аварийного останова система должна быть повторно инициализирована, так как состояние интерпретатора потеряно.
Используйте "Halt" для остановки в контролируемом режиме.
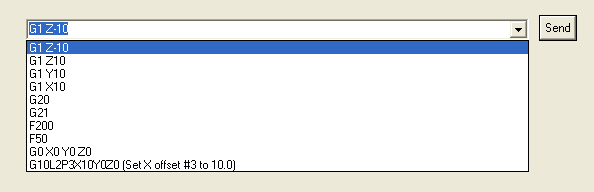
Ручной ввод позволяет пользователю быстро ввести одну строку G-кода и отправить ее интерпретатору для выполнения. Последние 10 введенных команд сохраняются в выпадающем списке для быстрого повторного ввода. Кнопки ручного перемещения (Jog Buttons)
Кнопки используются для перемещения любой оси. Нажатие и удержание любой из кнопок со стрелками вызывает непрерывное движение.
Для каждой оси имеется по 2 кнопки в каждом направлении. Вторая кнопка перемещается с более быстрой скоростью, чем первая.
Скорости для каждой оси указываются в Tool Setup Screen.
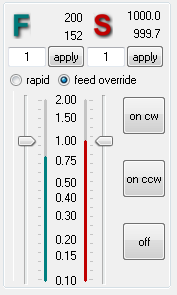
Коррекция скорости подачи и шпинделя (Feed/Spindle Rate Override)
Коррекция скорости подачи (FRO) обеспечивает регулировку скорости подачи во время работы машины без изменения G-кода. Скорость подачи указывается в G-коде с помощью команды F, а FRO является коэффицентом, который применяется к этому значению. Например, F100 будет определять скорость подачи 100 дюймов/минуту (или 100 мм/мин, если интерпретатор находится в режиме метрической системе), при коэффициенте FRO 1,5, фактическая скорость подачи будет 150 дюймов/мин (или 150 мм/минуты в режиме метрической системе). Обратите внимание, что эта скорость будет использоваться только в том случае, если все задействованные оси останутся ниже максимально допустимых скоростей, установленных в окне настройки инструмента (Tool Setup Screen). Кроме того, короткие перемещения с острыми углами, которые требуют остановки, могут быть ограничены из-за пределов ускорения. KMotionCNC использует сложные алгоритмы планирования траектории, чтобы гарантировать, что скорости и ускорения остаются ниже заданных пользователем пределов. Если FRO не дает ожидаемого результата, проверьте, не превышены ли максимальные скорости и ускорения. FRO может быть изменен либо с помощью ползунка, либо путем ввода значения и нажатия кнопки "Apply". Обратите внимание, что поскольку движения планируются и загружаются в контроллер движения заранее, применение FRO может занять некоторое время. Количество времени, в течение которого планировщик трассировки смотрит вперед, указано в окне настройки инструмента и обычно устанавливается от 1 до 3 секунд. Основным ограничением для этого значения является наихудшее время отклика Microsoft Windows ™ и используемого оборудования ПК. Переопределение скорости подачи в KFLOP также может использоваться для более быстрой реакции. Однако аппаратное FRO может привести к искаженным ускорениям. Пользователи могут управлять тем, как выполняется FRO, используя параметр ограничения скорости подачи подачи. Два числа в верхней части экрана показывают последнее заданное значение F (Скорость подачи) и фактическую текущую скорость подачи. Фактическая скорость подачи также отображается в виде гистограммы в виде отношения фактической скорости подачи к последней заданной скорости подачи. Существует также независимая регулировка скорости свободных перемещений. Можно просмотреть и настроить, выбрав «rapid». Быстрые(свободные) перемещения выполняются в G-коде по коду G0. Переопределение скорости свободных перемещений всегда использует аппаратное переопределение и применяется мгновенно.
Скорость подачи может быть несинхронизирована как расстояние по времени для типов движения G1, G2, G3 или может быть синхронизирована со шпинделем как расстояние на оборот для синхронизации "Synchronized Threading G32".
Когда выполняется синхронизация, пиктограмма скорости подачи отображается как: .
Аналогичные элементы управления для контроля шпинделя с выводом последнего заданного значения S в G-коде.
Также поддерживается постоянная скорость поверхности (CSS - Constant Surface Speed), которая автоматически изменяет скорость шпинделя в виде функции вырезания радиуса,
чтобы поддерживать постоянную скорость поверхности режущего инструмента. Коды G96/G97 включают и выключают этот режим. При работе в режиме CSS значок шпинделя отображается как:
3 кнопки позволяют включать шпиндель по часовой (CW), против часовой (CCW), с последним заданным значением S и SSO. Если в системе имеется обратная связь по скорости шпинделя, текущая скорость шпинделя (в об/мин) и гистограмма будет отображать отношение фактической скорости шпинделя к последней заданной скорости шпинделя.
Пользовательские кнопки (Custom Buttons)
KMotionCNC позволяет использовать несколько пользовательских кнопок и определять их для специальных операций. Какие из этих кнопок показывать, какие действия они должны выполнять, определяется в окне настройки (Tool Setup Screen). Действия, которые выполняют кнопки, определяются пользователем так же, как действия, выполняемые M/G-кодами. Это могут быть простые действия, такие как установка вывода для включения чего-либо или сложная операция, включающая вызов программы. Обычно одна или несколько кнопок используются для инициализации и настройки контроллера движения.
KMotion's использует интерпретатор G-кодов открытого проекта EMC.
EMC User
Manual (только раздел с G-кодами, глава 10-14) Специальными комментариями в управляющей программе можно управлять некоторыми действиями KMotion. Комментарий в виде (CMD, хххххх) будет немедленно выполнен KMotion как только он встретится интерпретатору.
Любая команда KMotion, которая не генерирует ответ, может быть использована таким же образом. Комментарий в виде (BUF, хххххх) разместит команду XXXXXX в буфер перемещения KMotion. Размещение последовательности перемещений в буфер гарантирует плавное и непрерывное движение.
Только команды для перемещения могут быть использованы таким образом.
Комментарий в виде (BUF, SetBitBuf) устанавливает или сбрасывает значения логических выводов KMotion, доступны следующие команды: SetBitBuf, ClearBitBuf, SetStateBitBuf. Комментарий в виде (MSG,xxxxxx) приостанавливает выполнение программы и выводит всплывающее сообщение содержащее xxxxxx.
|
|





 Эта группа кнопок позволяет контролировать выполнение G-кода.
Эта группа кнопок позволяет контролировать выполнение G-кода.
 инструкции на первую строку файла.
инструкции на первую строку файла.


 Фиксация подачи может использоваться для немедленного замедления всех осей до контролируемого останова.
При остановке кнопка перейдет в активное состояние.
Кнопки «Вперед» и «Назад» также доступны для медленного продвижения вперед или назад по текущему пути.
Чтобы возобновить движение, нажмите и удерживайте кнопку Feed Hold.
Фиксация подачи может использоваться для немедленного замедления всех осей до контролируемого останова.
При остановке кнопка перейдет в активное состояние.
Кнопки «Вперед» и «Назад» также доступны для медленного продвижения вперед или назад по текущему пути.
Чтобы возобновить движение, нажмите и удерживайте кнопку Feed Hold.


 Активация "Keyboard Jog" позволяет использовать клавиши клавиатуры, которые обычно используются для навигации в Windows, для функций перемещений.
К ним относятся клавиши стрелок, page up/down, +, - и т.д.
Наведение курсора мыши на кнопку отобразит подсказку, которая указывает клавиатурную клавишу, которая может использоваться вместо мыши.
F2 можно использовать для переключения режима работы клавиатуры.
Активация "Keyboard Jog" позволяет использовать клавиши клавиатуры, которые обычно используются для навигации в Windows, для функций перемещений.
К ним относятся клавиши стрелок, page up/down, +, - и т.д.
Наведение курсора мыши на кнопку отобразит подсказку, которая указывает клавиатурную клавишу, которая может использоваться вместо мыши.
F2 можно использовать для переключения режима работы клавиатуры.