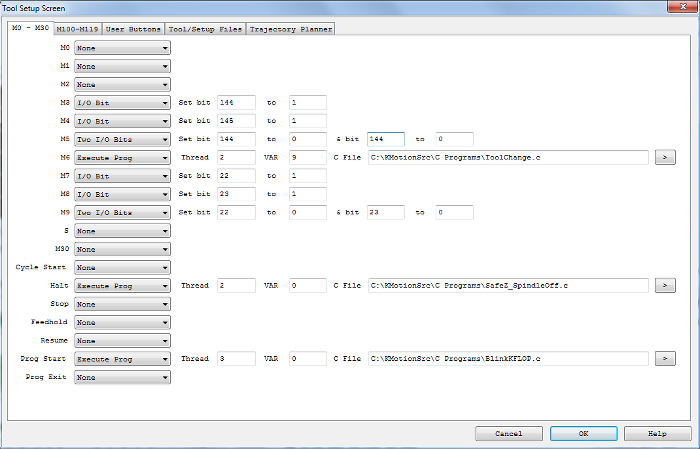
Настройка действий команд управления М0-M30(Tool Setup Screen)
(Нажмите на участок изображения для перехода к нужному разделу справки))
Настройка позволяет использовать KMotionCNC для конкретного станка, так как у каждого станка, разная скорость, ускорения, тип шпинделя и т.д. Существуют разные требования к вводу/выводу. Кроме того, могут быть разные требования к инициализации и управлению. KMotionCNC имеет гибкий механизм для определения того, какой тип действия должен быть выполнен для различных М-кодов и пользовательских кнопок.
M-коды с 0 по 9 используются большинством станков. Они также могут использоваться в качестве собственных точно так же, как M100-M119 за исключением M5 и M9, которые автоматически выполняются при остановке программы или перемотке.
M0 - Остановка программы (Program Stop)
M1 - Дополнительная остановка до подтверждения (Optional Program Stop)
M2 - Конец программы, без сброса модальных функций (Program Stop, Rewind, Reset Interpreter Settings)
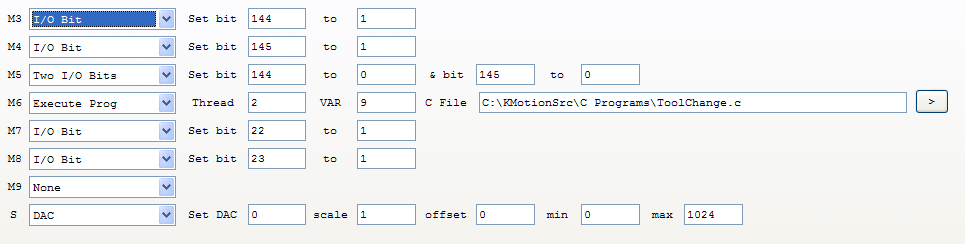
M3 - Вращение шпинделя по часовой стрелке (Spindle On CW)
M4 - Вращение шпинделя против часовой стрелки (Spindle On CCW)
M5 - Выключить шпиндель (Spindle Off), автоматически выполянется при остановке программы
M6 - Смена инструмента (Tool Change), параметр T может быть использован в С программах
M7 - Включить дополнительное охлаждение (Mist On)
M8 - Включить основное охлаждение (Flood On)
M9 - Выключить охлаждение (Mist and Flood Off)
S - Задать обороты шпинделя. Используется переменная с плавающей точкой - 32bit float.
M30 - Остановка и возврат на первый кадр
Раздел «Действия(Action)» определяет, какое действие должно выполняться, когда встречается конкретная команда кода G или M-кода.
Кроме того, некоторые действия могут быть выполнены, при вызове из KMotionCNC. К ним относятся:
Cycle Start - действие, выполняемое при нажатии кнопки запуска программы и до начала выполнения G-кода.
Halt - действие, выполняемое при нажатии кнопки Halt после прекращения выполнения программы. Обычно используется для выполнения С программы для перемещения оси Z на безопасную высоту и отключения шпинделя. См. SafeZ_SpindleOff.c в качестве примера.
Stop - действие, выполняемое после нажатия кнопки Stop
FeedHold - действие, выполняемое после нажатия или срабатывания кнопки FeedHold.
Resume - действие, выполняемое после отключения режима FeedHold.
Program Start - действие, выполняемое при запуске программы KMotionCNC.
Program Exit - действие до выхода из программы KMotionCNC.
Действие, которое может быть выполнено:
Чтобы указать конкретное действие, сначала выберите тип действия. Для каждого типа действия требуется разный набор параметров. Команды управления битами вставляются непосредственно в скоординированный буфер управления движением. Таким образом, они точно синхронизируются с любым движением до или после команд ввода/вывода. Это полезно в системах, где требуется быстрая реакция в точные моменты времени относительно движения.
Ниже перечислены пять типов действий:
Для одного бита вывода укажите номер бита и состояние 0 или 1.

Два бита используются в случаях, например, включения шпинделя, когда один выход должен быть низкого уровня, а другой высокого.

Для специальной команды приостановки движения до ожидания входа выберите «Wait Bit» и укажите номер бита ввода и состояние 0 или 1, которое требуется ждать.
![]()
Для ЦАП(DAC) укажите номер канала ЦАП, масштабирование и смещение, а также минимальные и максимальные значения ЦАП. Эта команда в первую очередь предназначена для использования с S (скорость шпинделя) G-кода.

Для выполнения программы (Execute Prog) укажите поток (Thread) от 1 до 7, в который программа должна быть загружена и выполнена,
номер переменной (Persist Variable) от 0 до 99, которая будет установлена до выполнения программы, и имя С-программы, которая должна быть скомпилирована, загружена и исполнена.
Если имя файла остается пустым, то предполагается, что программа была предварительно загружена и будет просто перезапущена.
Этот метод очень эффективен в том отношении, что может быть вызвано все, что может быть запрограммировано в C.
См. Документацию KMotion для получения информации о написании программ на C для KMotion Motion Control Board. В папке
