Edit Fixture Offsets
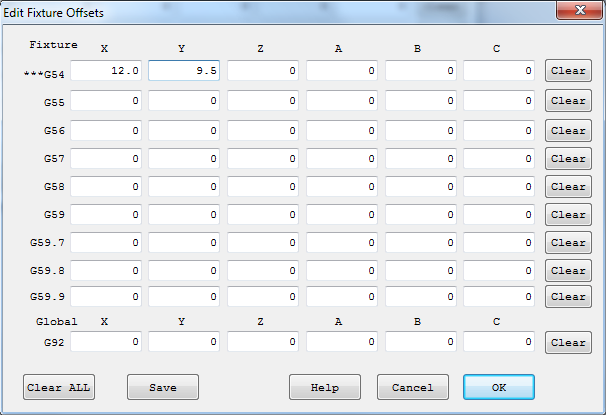
The Edit Fixture Offsets Screen allows editing, clearing, and saving the 9 fixture offsets (sometimes referred to as Work Offsets)
The currently selected Fixture Offset is highlighted with "***".
Besides the active Fixture Offset there is also a Global Offset (G92). The commanded Machine Position will be computed as:
Machine Position = GCode Program Position + Active Fixture Offset + Global Offset
"Clear ALL" can be used to clear all 9 Fixture offsets to zero. Individual "Clear" Buttons will clear single offsets.
Fixture offsets are saved into the GCode Variables file. If saved they will be restored the next time KMotionCNC is started. The file used to save the GCode Variables can be specified in the Tool Setup. When Variables are saved to disk the file must already exist which determines which variables are to be saved. The file is read and all the variables present in the file will be replaced with their current values. Variables 5221-5226 contain the XYZABC coordinates of the first fixture offset. Skip 20 variables for each successive fixture. Global Offsets are saved in Vars 5211-5216.
Note that the Setup File can also set various settings including offsets and will override values loaded from the Vars file. If you do not wish certain parameters to be forced to specific values on startup, make sure to remove them from the Setup file.
If "Cancel" is selected any changes made will be discarded and the dialog will exit - however if "Save" was used the values at the time of selecting Save will remain in the Disk File.
Select "OK" to apply any changes that were made.
Note that Fixture offsets are in units of Inches or mm. It is up to the Operator to be in the proper corresponding units mode when selecting/changing Fixture offsets. The System must be in the proper corresponding units before selecting a Fixture. After a fixture has been selected the Units may then be changed.
Fixture Offsets can also be changed from within GCode using G10. For example:
G20 (inches mode)
F30
G10L2P1X0Y0Z0 (Set G54 offset to 0,0,0 used by default)
G10L2P2X2Y0Z0 (Set G55 offset to 2,0,0)
G10L2P3X0Y2Z0 (Set G55 offset to 0,2,0)
G54 (Set to coordinate system 1 - already by default)
G0 x0y0z0 (Draw a box)
G1 x1
y1
x0
y0
G55 (Set to coordinate system 2)
G0 x0y0z0 (Draw a box)
G1 x1
y1
x0
y0
G56 (Set to coordinate system 3)
G0 x0y0z0 (Draw a box)
G1 x1
y1
x0
y0
M2