Hi turbothis,
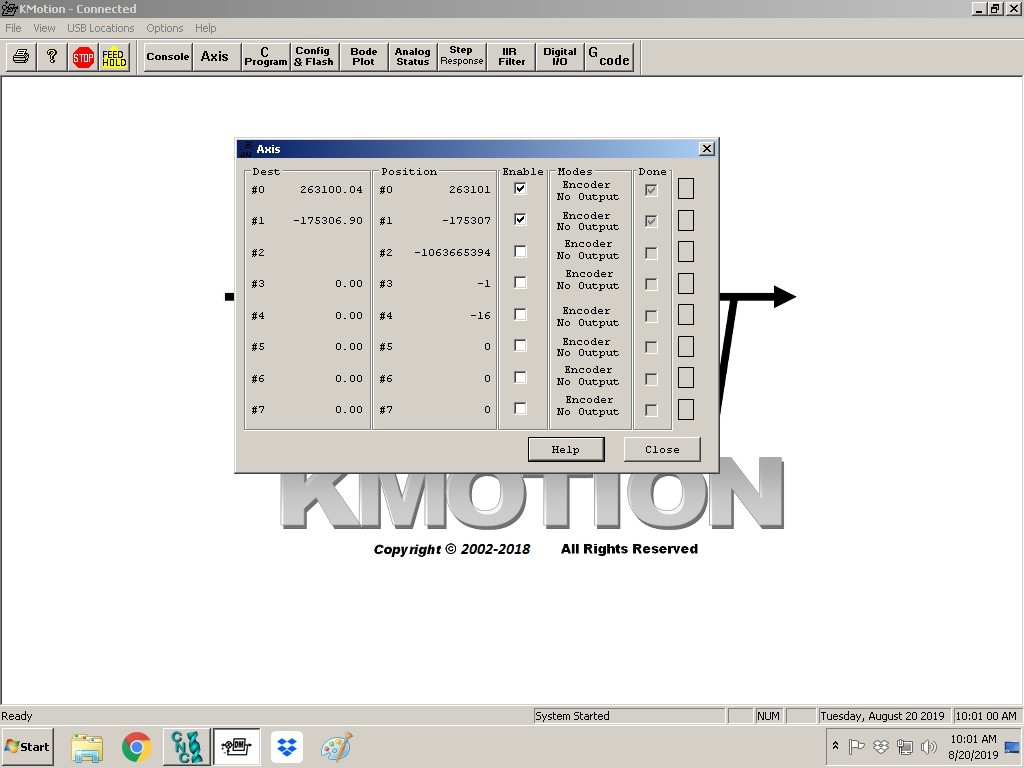
i changed the follow error down on the CH2 spindle and commented out the DAC to set zero thinking that might be what to do so the encoder position never changes.
Whatever is written to the DACs is unlikely to effect the measured encoder position.
ch2->MaxFollowingError=100000;
still seems large > 12 revs of error.
this kept the C program from enabling the channels
leaving garbage written to the DAC when they are disabled might cause problems.
so i just un commented the 3 lines from above
now with the same working code that cut this morning kmotioncnc will still not enable the channels?
Maybe you had the bad program running in multiple Threads? Were you aware of what Threads you were using?
i have done this a couple times and it does look accurate for the close to zero on the decimal
What were the numbers?
maybe the encoder just skips a beat at times?
I don't like those encoders they tend to have jitter on the position, are based on magnetics with interpolation rather than optics, and I believe only have single ended outputs. Where have you connected them?