i think i have a clue of what is happening here
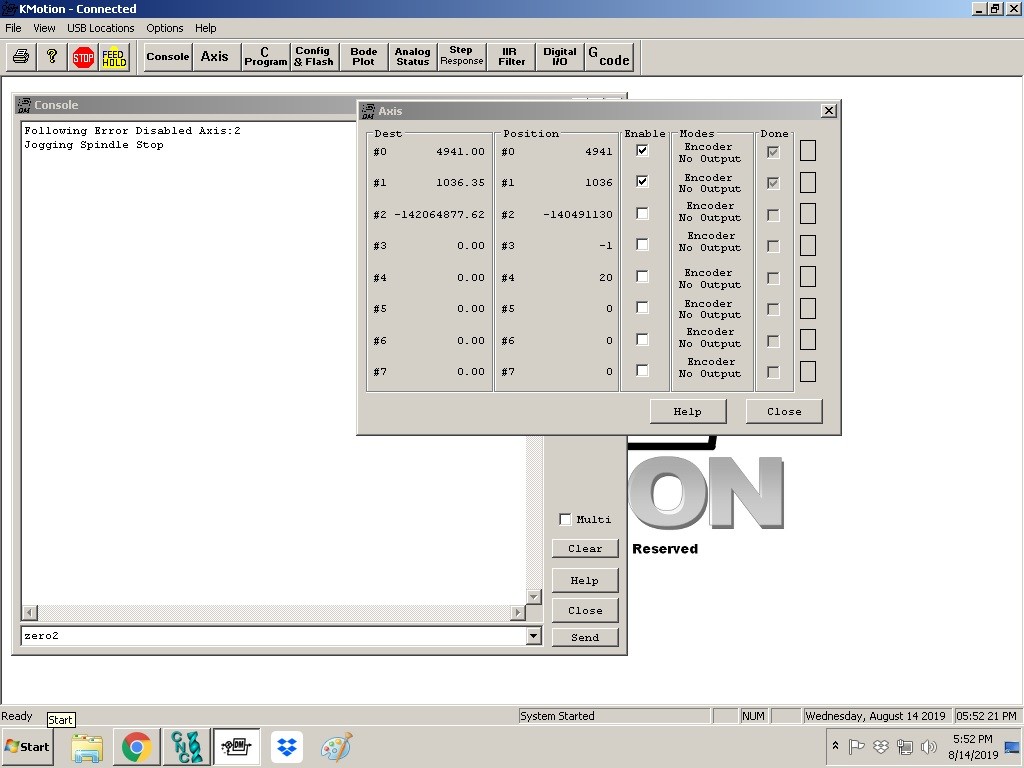
in the axis tab in kmotion, it shows different numbers for destination and position.
if the spindle stopped it was because of the following error. i saw this in the console
the following error either stops the spindle or it will hunt CW and CCW all scary like!
it seems to be spot on the whole time and then some where it geeks out and loses a bunch of position?
i have run the spindle for like 15 minutes on its own to get this problem repeatable ( 1600 rpm )
i dont think this is a mechanical thing. nothing is hot or loose.
maybe i have the "ch2->invDistPerCycle=0.0003662109375;" is bad in my C code? (for the servo/spindle)
or maybe the "#define FACTOR (11832.8889/60.0)" is off in the H file
when the trouble starts while cutting, thats when i was trying to use the FEED HOLD button. however, it does not function well on the G95 mode. ( one of my other threads on here )
so when the scary high rpm stuff would start i would hit the STOP button.
1 if the spindle stopped by following error. i can type in a slow speed of S500 and the spindle would actually spins opposite of the command. i assume this is again because of the following error and the spindle reversing to get back in position?
2 when the scary high speed hunt would start i hit the STOP button. afterwards i would hit my master enable C code. once the enable C code was run then the spindle would act normal again.
i thought about a M100 in the G code at the end to reset the spindle position ( in a C code ) or something like that but i think there is a number issue to be resolved