Page 1 of 1
Arc begin/end radius tolerance
Posted: Sat Jul 27, 2019 10:17 am
by Ukr-Sasha
Hi everybody.
The question is rather to the developer Tom.
Tom, please help me understand - the circular interpolation code G2 / G3 does not work.
Here is an example of my simple code:
Code: Select all
G21 G90 G17
G49 G40
F100
G0 X0 Y0
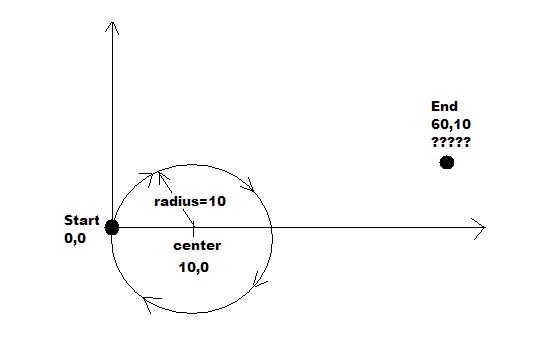
G2 X60.0000 Y10.0000 I10.0000 J0.0000
M30
And when simulating the scheduler gives an error.
Although the radius of the arc is an integer and there should be no error.
Arc accuracy settings in the picture.
I can not understand what the problem is .....
Re: Arc begin/end radius tolerance
Posted: Sat Jul 27, 2019 1:27 pm
by TomKerekes
Hi turbothis,
This GCode defines a circle center at 10,0 (previous XY + IJ).
To create an arc starting at 0,0 (previous XY)
Radius is therefore 10
the arc should then end at 60,10 (new XY)
This is clearly impossible!
- Arc.PNG (7.62 KiB) Viewed 8077 times
HTH
Re: Arc begin/end radius tolerance
Posted: Sat Jul 27, 2019 5:30 pm
by Ukr-Sasha
Yes indeed.
The starting point of the arc must be in coordinates X50 Y0.
I'm just trying to understand how this feature works.
Already read a lot of information, everything seems to be simple.
But here is the code section with the real path of the part processing.
And it does not work.
Re: Arc begin/end radius tolerance
Posted: Sat Jul 27, 2019 7:17 pm
by TomKerekes
Hi turbothis,
Do the math for those values. Calculate the center point and then distance to beginning and end.
Re: Arc begin/end radius tolerance
Posted: Sat Jul 27, 2019 8:02 pm
by Ukr-Sasha
I did the calculations.
The difference in the distances to the beginning and to the end of the arc is 0.000289065 mm. This is more than the accuracy of the arc in the settings 0.00000254mm.
Therefore a mistake? I understood correctly?
Need to set up a CAM system and a postprocessor?
Re: Arc begin/end radius tolerance
Posted: Sun Jul 28, 2019 4:46 pm
by TomKerekes
The GCode only specifies 3 decimal digits which means the GCode will contain round off errors up to +/-0.5um. So your error calculation of 0.289um makes sense. You should probably set the error tolerance to 1um or more. This would be:
1um = 0.001mm * (1inch/25.4mm) = 3.93e-5 inches
Re: Arc begin/end radius tolerance
Posted: Sun Jul 28, 2019 5:01 pm
by Ukr-Sasha
Thank you Tom.
I will try it.