i remember seeing a video on a guy turning the spindle by hand and the Z axis moving back and forth by this.
i am not finding anything by gooogle
i punch in a " G32 Z1.0 F0.1" in the MDI bar and the feed rate goes into sync mode but nothing happens when rotating the spindle by hand.
i think it might be my M05/off code because it uses the "disableaxis is aat the end.
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 3:31 am
by TomKerekes
Hi turbothis,
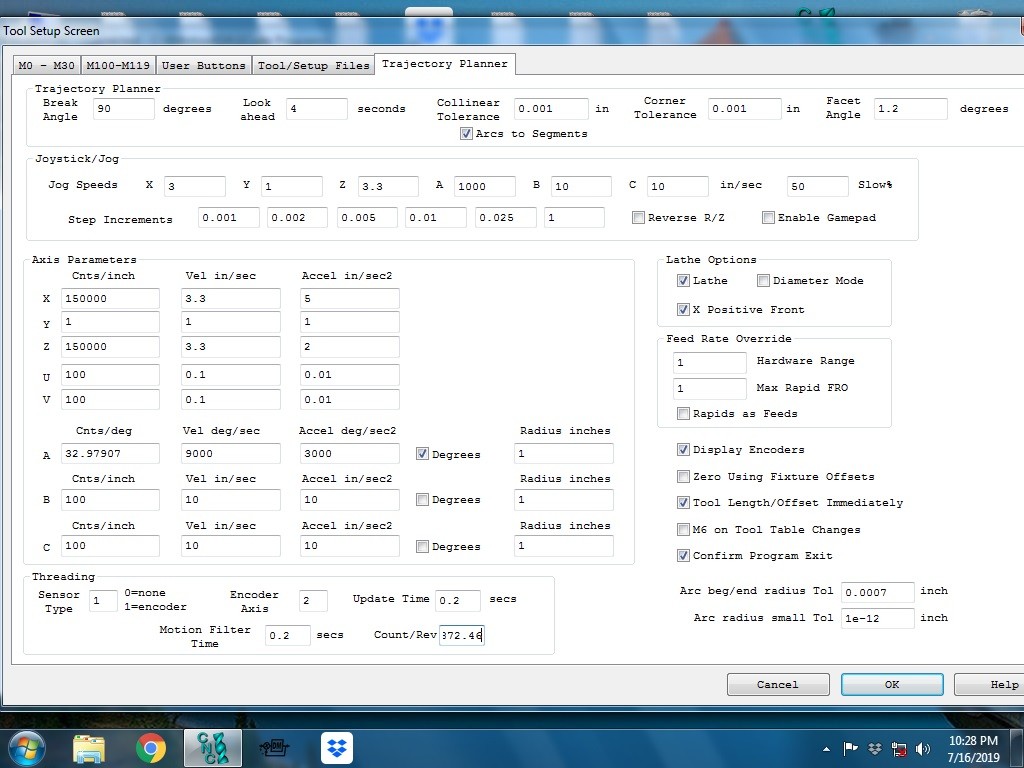
How did you configure KMotionCNC | Tool Setup | Trajectory Planner | Threading?
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 5:31 am
by turbothis
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 5:59 pm
by TomKerekes
Hi turbothis,
The Threading Parameters look reasonable.
The axis should not need to be enabled to track encoder positions. Does the KMotion.exe | Axis Screen | Axis #2 | Position count when turning the Spindle by hand?
Did you try turning the Spindle both ways? M3/M4 sets the direction the Spindle must move to advance the feed. M5 resets the direction as M3 (CW).
Here are some videos:
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 6:20 pm
by turbothis
ok yes. there is no condition where the spindle is not reading movement on the KMotion.exe | Axis Screen
i rotate the spindle both ways by hand and get nothing
with the spindle on and turning i can feed by IPM but not the g32.
if i enter M04 G32 Z2.0 F0.1 in the MDi it appears to work fine
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 6:35 pm
by TomKerekes
Hi turbothis,
G32 may require up to 2 revs to sync to the spindle angle before feeding Z. How many revs are you testing when moving by hand (each direction)?
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 6:35 pm
by turbothis
lol!!!! same time
ok i got some progress
if i type G32 Z2.0 F1.0 in the MDI
and then rotate the spindle by hand right about 1 3/4 turns it starts working!
so it needs a bunch of input then sync together?
at F1.0 per rotation and F0.1 the Z axis is real spongy in the sync to the spindle.
like it lags and then over shoots and has to comes back a some
this can be real sloppy too depending on the spindle speed
maybe the motor tuning on the Z axis is weak????
the second video, his looks much more responsive than mine.
thanks
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 6:55 pm
by TomKerekes
Hi turbothis,
if i type G32 Z2.0 F1.0 in the MDI
and then rotate the spindle by hand right about 1 3/4 turns it starts working!
so it needs a bunch of input then sync together?
Yes it must rotate to the "0 degree" position of the Spindle (which is Encoder Position=0 or some multiple of counts/rev) and then do another rev to properly sync.
at F1.0 per rotation the Z axis is real spongy in the sync to the spindle. like it lags and then over shoots and has to comes back a some
this can be real sloppy too depending on the spindle speed
maybe the motor tuning on the Z axis is weak????
Maybe or maybe you are simply exceeding the Z velocity capability of your machine? Do the math and determine from your RPM, Feedrate, and counts/inch of Z what the Z velocity will be in counts/sec. Then test that velocity using the KMotion.exe Step Response Screen. Note make sure you actually test that Velocity and not just set that Velocity but do a small slow move.
Its a good idea to use small Max Following Errors in order to immediately fault if you ever try to do something that the machine can not do.
Re: G32 sync spindle to Z axis lathe
Posted: Wed Jul 17, 2019 7:04 pm
by turbothis
i will play around with the Z axis parameters. it will rapid at 240IPM now.
maybe just needs more accel or jerk
Re: G32 sync spindle to Z axis lathe
Posted: Thu Jul 18, 2019 12:36 am
by TomKerekes
Hi turbothis,
it will rapid at 240IPM now.
With F1.0 then a Spindle speed of 240RPM should drive Z at 240IPM.
maybe just needs more accel or jerk
Note Jerk doesn't come into play with feed moves. You might read this.